螺栓的扭力值怎么計算的—螺栓扭力什么意思
螺栓預緊力是在擰螺栓過程中擰緊力矩作用下的螺栓與被聯接件之間產生的沿螺栓軸心線方向的預緊力。對于一個特定的螺栓而言,其預緊力的大小與螺栓的擰緊力矩、螺栓與螺母之間的摩擦力、螺母與被聯接件之間的摩擦力相關。
預緊力的大小,除了受限于螺釘材料的強度外,還受限于連接件的材料強度。當內外螺紋的材料相同時,只校核外螺紋強度即可。對于旋合長度較短、非標準螺紋零件構成的聯接、內外螺紋材料的強度相差較大的受軸向載荷的螺紋聯接,還應校核螺紋牙的強度。
如某型產品彈性元件的固定,因螺釘連接的基材是壓鑄鋁合金YL113,其強度遠低于優質碳素結構鋼20的強度,就應校核鋁合金上螺紋牙型的強度,主要是螺紋材料的剪應力及彎應力。
擴展資料
控制螺絲預緊力的方法
方法1:通過擰緊力矩控制預緊力
擰緊力與螺栓預緊力呈線性關系在,控制了擰緊力矩的大小,就可以通過實驗或理論計算的方法得到預緊力值。但在實際中,由于受摩擦系數和幾何參數偏差的影響。
在一定的擰緊力矩下,預緊力變化比較大,故通過擰緊力矩來控制螺栓預緊力的精度不高,其誤差約為±25%,大可達±40%一般來說,控制區擰緊力矩精度較高的工具是測力矩扳手和限力扳手。
方法2:通過螺母轉角控制預緊力
根據需要的預緊力計算出螺母轉角擰緊時量出螺母轉角就可以達到控制預緊力的目的。測量螺母轉角簡單的方法是刻一條零線,按螺母轉過幾方的數量來測量螺母角,螺母轉角的測量精度可控制在10°-15°內。
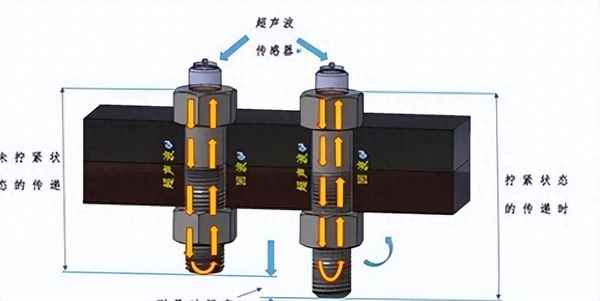
方法3:通過螺栓伸長量控制預緊力
由于螺栓的伸長量只和螺栓的應力有關,可以排除摩擦系數、接觸變形、被連接件變形等可變因素的影響。所以通過通過螺栓伸長量控制預緊力可以獲得很高的精度,此種方法被廣泛應用于重要場合螺栓連接的預緊力控制。
方法4:通過液壓拉伸器控制預緊力
使用液壓拉伸器給螺栓施加拉緊力,使螺栓伸長,然后旋合螺母,待卸下載荷,由于螺栓收縮就可在連接中產生和拉力相等的預緊力。此種方法可以提高預緊力的控制精度。
液壓拉伸器給螺栓施加預緊力時沒有摩擦力,故該方法適用于任何尺寸的螺栓,而且可以給一組螺栓同時施加預緊力,均勻壓緊螺母和墊片,不致出現傾斜而影響預緊力的精確控制。
方法5:利用力矩轉角控制預緊力
利用擰緊力矩與轉角的關系控制預緊力就是給螺栓施以一定的力矩,然后使螺母轉過一定的角度,檢查后的力矩與轉角是否滿足應有關系,以避免預緊不足或預緊過度。
控制預緊力的力矩轉角法為首先用擰緊力矩控制擰緊過程,直到擰緊力矩值達到足夠保證螺母、螺栓和被連接件真正貼緊為止,這時方能開始測量螺母轉角。
然后用螺母轉角和擰緊力矩同時控制擰緊過程。此種方法是利用擰緊力矩和螺母轉角給出的信息,可精確控制螺栓的預緊力,并能發現安裝過程中可能出現得擰緊不足或擰緊過度現象。
螺栓的預緊力和擰緊力矩可查閱機械設計手冊計算,機械設計手冊采用陳先的第五版,以下為計算步驟:
螺栓的預緊需要執行者使用力矩扳手操作,參考扳手上的力矩指示標志,如下圖所示,所以我們最終的目的是確定擰緊力矩,用來指導生產。
既然我們要計算擰緊力矩,那接下來我們就看一下擰緊力矩的計算式:(手冊5-70頁)
從計算式中我們可以看到,經過簡化后T與系數K、預緊力F’和螺紋公稱直徑d相關。變量d非常容易確定,也就是我們使用多粗的螺栓,例如使用M12的螺栓,d即為12mm。那如何確定變量K呢?
手冊中給出了最常用螺紋的擰緊力矩系數K的參考表格,包含我們在大部分計算中需要使用到的情況,但是一些情況下表格中沒有給出,那如何確定變量K?
上式可以計算出表5-1-67沒有給出的情況,其中的關鍵系數為兩個摩擦因數,這兩個因數需要根據螺紋表面處理方式確定或者通過實驗確定,但表5-1-67給出了我們常用計算的大部分情況,一般從表中選擇即可。
最后我們要確定預緊力F’了,參考以下計算式:
屈服點可以從手冊的5-72頁,表5-1-69中查詢,選擇依據為螺紋的性能等級。公稱應力面積可從手冊的5-74頁,表5-1-70中查詢,依據是螺紋的直徑。碳素鋼還是合金鋼,這個要根據我們選擇的具體標準條件,這個可以從手冊中查詢到。
結合以上的計算和實際工程經驗,將常用的螺栓預緊力和擰緊力矩進行了計算并整理成了表格,如下:
GB/T1228-1230螺栓副預緊力及擰緊力矩(k=0.13)
注:一般1228的螺栓經過磷化處理,k取值為0.11-0.15之間,具體k的值還可以采用采購螺栓的《螺栓質量合格證書》中直接查閱。
對GB/T5782和5783中螺栓進行修正,得到下表:






